|
航空焊接技术“全家福”
06 电子束焊
图片来源于网络
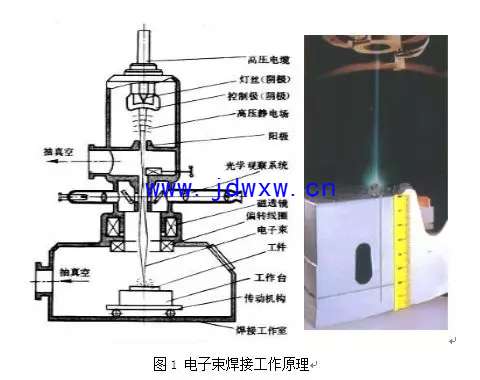
1948年,德国Steigarwald博士在观察电子显微镜时发现电子束可实现金属连接的现象,10年之后他利用研制的电子束焊机实现了5mm厚锆锡合金焊接,制造院在20世纪60年代初便开始了电子束焊接工艺及设备的研发工作。电子束焊接原理是在真空环境下利用电子枪阴极灯丝发射电子,经加速、汇聚获得高能量密度电子束;高速电子束轰击工件,使电子动能转化为热能熔化金属,通过工件或电子枪移动来实现金属材料的焊接。
图片来源于网络 电子束源具有能量密度高、变形小和质量高等优点,能应用到几乎所有工业领域。制造院早期将电子束焊接应用于发动机压气机、燃烧室、涡轮等核心零部件制造,积累了丰富的钛合金、高温合金及不锈钢等材料结构的焊接经验和数据;后期将电子束焊接应用于飞机滑轨、承力框、起落架、唇口、机尾罩、折叠肋、拦阻钩等零部件制造,其中如大厚度钛合金承力框电子束焊接技术已在我国多家飞机生产企业得到推广应用,并形成了具有自主知识产权的电子束焊接设备系列化制造能力。近年来,参与深海探测潜水器载人舱球壳的电子束焊接攻关工作,获得突破性进展。
图片来源于网络 07 激光焊
激光焊基于“小孔效应”原理,是一种以聚焦的激光束作为能源轰击焊件所产生的热量进行焊接的方法,属于熔化焊接范畴。由于激光具有折射、聚焦等光学性能,使得激光焊尤其适合于空间复杂曲面的薄壁金属结构的连接,并能够获得大深宽比的焊接接头。该技术起源于20世纪60年代,具有热输入低、焊接速度快、与机械手配合易实现柔性焊接、焊接变形小、接头质量优良等优点。经过几十年的发展,逐渐衍生并发展出激光填丝焊、激光电弧复合焊、预置填料激光焊等多种焊接方法。
图片来源于网络 激光焊在汽车制造业中的应用最为广泛,而在航空制造业中,近年来其应用也日益增多。制造院已采用激光焊接技术成功实现飞机钛合金机身壁板加强筋焊接,焊接速度高达8m/min以上,焊缝宽度仅约0.5mm-3.0mm,焊缝静强度基本与母材等强,基本实现净尺寸焊接;还采用激光焊接技术成功实现飞机铝合金套筒环形焊接,在国内同类产品中尚属首次,焊缝静强度达320MPa以上,能够满足产品的强度和密封要求。
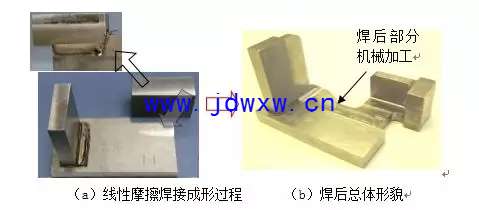
图片来源于网络 08 线性摩擦焊
图片来源于网络 线性摩擦焊焊接时,振动工件在动力源驱动下开始高频往复运动,移动工件在压力的作用下逐步向振动工件靠拢,当两工件接触后,在摩擦力的作用下,界面金属温度升高,在温度和压力的作用下,界面处金属发生塑化,形成飞边,当界面区的温度、变形达到一定程度后,停止振动并施加顶锻压力,界面原子通过扩散与再结晶,形成牢固接头。线性摩擦焊最早用于塑料的焊接。紧接着研究的不断深入,其应用领域逐渐扩展到铝、钛、镍等合金甚至异种金属的焊接。
图片来源于网络 线性摩擦焊的应用领域目前主要集中在航空发动机整体叶盘的制造与修复中。国外也在积极探索线性摩擦焊技术在其他构件上的应用,如飞机构件、民用涡轮、风机、医疗器件等。制造院于上世纪90年代末开始启动线性摩擦焊技术方案的探索,自行设计研制实验室用焊机,针对新型发动机研制需求,对各类模拟件和不同材料的线性摩擦焊开展了系统的工艺研究和参数测试,以及接头性能和规范参数优化的试验分析。
09 惯性摩擦焊 图片来源于网络 惯性摩擦焊是一种在固态下实现焊接的方法,过程中不发生材料熔化,接头组织为锻造组织。惯性摩擦焊一般都装有飞轮,飞轮可储存旋转的动能,用以提供工件摩擦时需要的能量。焊前分别将工件装入旋转端和移动端,焊接开始时,飞轮先被加速到预定转速,然后与动力源分离,此时移动端的试件向飞轮端进给,两侧试件发生相互摩擦加热,在摩擦界面产生高温塑性金属,在轴向顶锻力作用下被挤出界面,同时飞轮速度逐渐下降直至转动停止,在保压一定时间后移动端松开试件并回退,焊接过程结束。 制造院在中型惯性摩擦焊机上完成了某型发动机压气机转子鼓筒轴的制造工序全过程的研究,完成了模拟件焊接,并对高温合金、钛合金压气机转子部件惯性摩擦焊接工艺评定及结构完整性进行了评估,为后续研究提供了技术先导与支撑。 10 搅拌摩擦焊
搅拌摩擦焊是英国焊接研究所(TWI)于1991年发明的一项专利技术。搅拌摩擦焊是一种固态连接方法,一个搅拌头旋转着从待焊材料的一头移动到另外一头,通过物理摩擦生热,使材料软化、搅拌混合,从而形成连接。焊接过程无需添加焊丝等其他材料,被焊材料也没有熔化,焊接过程中无烟尘、强光,不需要添加防护设备,是一种绿色焊接技术。制造院于上世纪90年代中期便对这项技术开展了前期的探索研究,于2002年与TWI合作成立了“中国搅拌摩擦焊中心-北京赛福斯特技术有限公司”,全面开启了搅拌摩擦焊技术研究及推广应用。 搅拌摩擦焊用于铝合金航空结构的制造,根除了熔化焊(主要是氩弧焊)方法可能导致的焊缝缺陷:气孔、夹渣、裂纹以及大热输入引发的接头热影响区性能的下降等。早在2009年,赛福斯特公司就利用搅拌摩擦焊完成了某大型飞机结构组件的低变形、无缺陷焊接,减重200kg;中国某型飞机口盖壁板为2000系列铝合金与蒙皮搭接结构,利用搅拌摩擦焊技术焊接后无变形、性能优异、质量一致性好,加工效率高,产品合格率100%;某型飞机单曲率壁板采用蒙皮与长桁搅拌摩擦焊搭接连接,实现了飞机铝合金壁板结构件的轻质、高性能、低变形焊接。目前,我国已开发多款飞机机身、油箱、口盖、地板结构,新型战斗机舱体、机翼机构和雷达冷板等搅拌摩擦焊产品。 |
 三相电源断零线,为什么会接二连三烧坏电器
三相电源断零线,为什么会接二连三烧坏电器 风力发电机转那么慢,一圈能发多少电?
风力发电机转那么慢,一圈能发多少电? 零线不带电,为什么还要拉一条?直接用地做
零线不带电,为什么还要拉一条?直接用地做 电磁阀基础知识详解:原理、维护、选型
电磁阀基础知识详解:原理、维护、选型 新能源汽车DC/DC变换器及实物拆机图
新能源汽车DC/DC变换器及实物拆机图Powered by Discuz! X3.4
© 2001-2023 Discuz! Team.